- 1.打ち抜き機はPMCかBushタイプがユポに最適ですが、それ以外のタイプ(平圧式、円圧式及びロータリー式)も使えます。ビク抜き機、トムソン、オートン、ボブスト、ハイデルベルグなどが使われています。
- 2.刃は、片刃も両刃も使えますが、必ずシャープで傷のないものを使ってください。刃がシャープでないと、ケバが出やすく“むしり”の際に層間剥離を生じる原因にもなります。
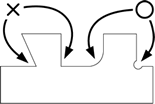
- 3.直角あるいは鋭角のコーナーは裂けやすいので、必ず角丸になるようにデザインして打ち抜いてください。
- 4.PMC、Bushタイプ以外の打ち抜き機では、バックプレートへの刃の当たりがキスタッチになるように設定して、刃に傷がつかないようにしてください。また十分にムラ取りをしてください。刃がつぶれたり傷がつくと、ユポにケバが出たり層間剥離などが発生します。
- 5.抜き型の“つなぎ”をユポの目に沿った位置に設定し、“むしり”の作業性向上のためにできる限り狭くしてください。
- 6.“むしり”はユポの引き裂けやケバ立ちを防ぐために十分注意して作業してください。
- 7.輪転方式のロータリダイによる型抜きでは要求性能に沿ったダイ(刃)の選択をダイメーカーに事前に相談してください。通常は超高速度鋼を使用し、刃先角度が22~25°の刃が使用されます。
- 1.刃径が6mm以上で、必ずシャープで傷のない刃を使ってください。刃径が小さくなると、折れやすくなります。また刃がシャープでないと、抜き跡が融着し刃を破損することがあります。
- 2.ドリリングの前に、十分に紙間の空気を抜いてください。
- 3.一度にドリリングする紙の高さは、20mm以下にしてください。
- 4.切り口の融着が生じたら、刃を冷却するか新しい刃に取り替えてください。
- 1.ミシン刃は、必ずシャープで傷のないものを使ってください。
- 2.ミシン目は、正確にまっすぐなラインで入れてください。
- 3.ミシン刃は、次のように設定してください。
| |
Uncut |
cut |
| ユポの目の方向 |
0.8~1.0mm |
2~3mm |
| 目と直角方向 |
0.5mm以下 |
2~3mm |
- 4.ミシン目CUT部がエッジにかかると、裂けやすくなります。
- 5.ロール品の場合の引き取り張力(テンション)は、できるだけ低くしてください。
(20kg/m幅以下)